


SMT接着剤は、SMT接着剤、SMT赤色接着剤とも呼ばれ、通常、硬化剤、顔料、溶剤、その他の接着剤が均一に分散された赤色(黄色または白色)のペーストで、主にプリント基板上の部品を固定するために使用され、一般的にはディスペンスまたはスチールスクリーン印刷方法で分散されます。部品を固定した後、オーブンまたはリフロー炉に入れて加熱硬化させます。はんだペーストとの違いは、加熱後に硬化し、凝固点温度が150°Cで、再加熱後に溶解しないことです。つまり、パッチの熱硬化プロセスは不可逆的です。 SMT接着剤の使用効果は、熱硬化条件、接続対象、使用機器、および動作環境によって異なります。接着剤は、プリント基板アセンブリ(PCBA、PCA)プロセスに応じて選択する必要があります。
SMTパッチ接着剤の特性、用途、展望
SMT用赤色接着剤は高分子化合物の一種で、主な成分はベース材料(つまり、主な高分子材料)、充填剤、硬化剤、その他の添加剤などです。SMT用赤色接着剤には、粘度流動性、温度特性、濡れ特性などがあります。この赤色接着剤の特性により、生産工程において、赤色接着剤を使用する目的は、部品をPCBの表面にしっかりと接着し、落下を防止することです。そのため、パッチ接着剤は純粋に非必須のプロセス製品の消費であり、現在ではPCA設計とプロセスの継続的な改善により、スルーホールリフローと両面リフロー溶接が実現され、パッチ接着剤を使用するPCA実装プロセスはますます減少傾向にあります。
SMT接着剤を使用する目的
① ウェーブソルダリング(ウェーブソルダリング工程)における部品の脱落防止。ウェーブソルダリングでは、プリント基板がはんだ溝を通過する際に部品が脱落しないように、部品をプリント基板に固定します。
② リフロー溶接(両面リフロー溶接工程)における部品の反対側の脱落防止。両面リフロー溶接工程では、はんだ付け面側の大型部品がはんだの熱溶融によって脱落するのを防ぐため、SMTパッチ接着剤を塗布する必要があります。
③部品の位置ずれ・浮き上がりを防止(リフロー溶接工程、プリコート工程)。リフロー溶接工程やプリコート工程において、実装時の位置ずれや浮き上がりを防止するために使用します。
④ マーキング(ウェーブソルダリング、リフロー溶接、プリコート)。また、プリント基板や部品を一括で交換する場合は、パッチ接着剤を用いてマーキングを行います。
SMT接着剤は使用モードに応じて分類されます
a) スクレーピング方式:スチールメッシュの印刷とスクレーピングによりサイジングを行います。この方式は最も広く使用されており、はんだペーストプレスに直接適用できます。スチールメッシュの穴は、部品の種類、基板の性能、厚さ、穴のサイズと形状に応じて決定する必要があります。この方式の利点は、高速、高効率、低コストです。
b)ディスペンシングタイプ:接着剤はディスペンシング装置によってプリント基板に塗布されます。専用のディスペンシング装置が必要で、コストも高くなります。ディスペンシング装置は圧縮空気を使用し、赤色の接着剤を専用のディスペンシングヘッドを通して基板に塗布します。接着剤塗布ポイントのサイズ、量、時間、圧力チューブの直径などのパラメータを制御し、ディスペンシングマシンは柔軟な機能を備えています。異なる部品に対して、異なるディスペンシングヘッドを使用し、パラメータを変更して設定し、接着剤塗布ポイントの形状と量を変更することで、効果を達成できます。利点は、便利で柔軟性が高く、安定していることです。欠点は、ワイヤード引き出しや気泡が発生しやすいことです。これらの欠点を最小限に抑えるために、動作パラメータ、速度、時間、空気圧、温度を調整できます。
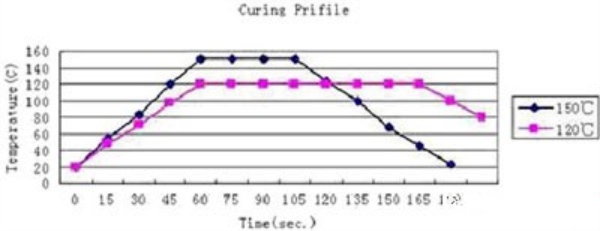
SMTパッチ接着剤の典型的な硬化条件
| 硬化温度 | 硬化時間 |
| 100℃ | 5分 |
| 120℃ | 150秒 |
| 150℃ | 60秒 |
注記:
1、硬化温度が高く、硬化時間が長いほど、接着強度は強くなります。
2、パッチ接着剤の温度は基板部品のサイズや取り付け位置によって変化するため、最も適切な硬化条件を見つけることをお勧めします。
SMTパッチの保管
常温で7日間、5℃以下で6ヶ月以上、5~25℃で30日間以上保存可能です。
SMT接着剤管理
SMT パッチ赤接着剤は、粘度、流動性、濡れ性などの特性を持ち、温度の影響を受けるため、SMT パッチ赤接着剤には一定の使用条件と標準化された管理が必要です。
1) 赤い接着剤は、供給数、日付、種類に応じて特定のフロー番号を持っている必要があります。
2) 赤色糊は温度変化による特性の劣化を防ぐため、2~8℃の冷蔵庫で保管してください。
3) 赤色の接着剤は、先入れ先出しの順序で室温で 4 時間温める必要があります。
4) 塗布作業では、ホース内の赤糊を解凍し、使いきれなかった赤糊は冷蔵庫に戻して保管し、古い糊と新しい糊が混ざらないように注意します。
5)戻り温度記録用紙、戻り温度担当者、戻り温度時間を正確に記入するため、使用前に戻り温度の完了を確認する必要があります。一般的に、赤色接着剤は期限切れのものは使用できません。
SMTパッチ接着剤のプロセス特性
接続強度: SMT 接着剤は、硬化後にはんだの溶融温度でも剥がれないような強力な接続強度を備えている必要があります。
ドットコーティング:現在、プリント基板の配布方法は主にドットコーティングであるため、接着剤には以下の特性が求められます。
① 様々な実装工程に適応
各コンポーネントの供給を簡単に設定できます
③ 部品の品種交換に簡単に適応できる
④安定したドット塗布量
高速機械への適応:現在使用されているパッチ接着剤は、スポットコーティングと高速パッチマシンの高速性を満たす必要があります。具体的には、ワイヤ描画のない高速スポットコーティング、つまり高速実装、プリント基板の伝送プロセスで、接着剤がコンポーネントが動かないことを保証します。
ワイヤーの引き出し、崩壊: パッチ接着剤がパッドに付着すると、コンポーネントはプリント基板との電気的接続を実現できなくなります。そのため、パッドを汚染しないように、パッチ接着剤はコーティング中にワイヤーの引き出しやコーティング後の崩壊が起こらないようにする必要があります。
低温硬化:硬化時には、波頭溶接で溶接された耐熱プラグイン部品もリフロー溶接炉を通過する必要があるため、硬化条件は低温かつ短時間に適合する必要があります。
自己調整機能:リフロー溶接およびプリコート工程では、はんだが溶融する前にパッチ接着剤が硬化・固定されるため、部品がはんだに沈み込むのを防ぎ、自己調整による不具合を防ぎます。これに対し、メーカーは自己調整機能付きパッチを開発しました。
SMT接着剤の一般的な問題、欠陥、および分析
アンダースラスト
0603コンデンサの推力要件は1.0KG、抵抗は1.5KG、0805コンデンサの推力要件は1.5KG、抵抗は2.0KGであり、上記の推力に到達できず、強度が不十分であることを示しています。
一般的には次のような理由により発生します。
1、接着剤の量が足りません。
2、コロイドは100%硬化していません。
3、PCBボードまたはコンポーネントが汚染されています。
4、コロイド自体は脆く、強度がありません。
チキソトロピー不安定性
30mlのシリンジ接着剤は、使い切るまでに空気圧で何万回も噴射する必要があるため、パッチ接着剤自体には優れたチキソトロピー性が求められます。そうでないと、接着点が不安定になり、接着剤が少なすぎると強度不足につながり、ウェーブはんだ付け中に部品が脱落する原因になります。逆に、接着剤の量が多すぎると、特に小型部品の場合、パッドにくっつきやすくなり、電気接続が妨げられます。
接着剤不足または漏れ箇所
理由と対策:
1、プリント基板は定期的に洗浄されません。8時間ごとにエタノールで洗浄する必要があります。
2、コロイドには不純物が含まれています。
3、メッシュボードの開口部が不当に小さすぎる、または吐出圧力が小さすぎるため、接着剤が不十分な設計になります。
4、コロイドの中に気泡が入っています。
5. ディスペンシングヘッドが詰まっている場合は、ディスペンシングノズルをすぐに洗浄する必要があります。
6、ディスペンシングヘッドの予熱温度が十分でない場合は、ディスペンシングヘッドの温度を38℃に設定する必要があります。
伸線
いわゆる線引きとは、パッチ接着剤を塗布する際に線引きができず、塗布ヘッドの方向に線状につながってしまう現象です。線引きが多くなると、パッチ接着剤が印刷パッドに覆われ、溶接不良の原因となります。特にサイズが大きい場合、点塗布口でこの現象が発生しやすくなります。パッチ接着剤の線引きは、主に主成分樹脂の線引き特性と点塗布条件の設定に影響されます。
1. ディスペンシングストロークを増やし、移動速度を下げますが、生産ビートは減少します。
2、材料の粘度が低く、チキソトロピー性が高いほど、引き寄せられる傾向が小さくなるので、そのようなパッチ接着剤を選択するようにしてください。
3、サーモスタットの温度を少し高めに設定し、低粘度、高チキソトロピーパッチ接着剤に強制的に調整し、パッチ接着剤の保管期間とディスペンシングヘッドの圧力も考慮します。
洞窟探検
パッチの流動性により、接着面が崩れることがあります。よくある接着面の崩れの問題は、スポット塗布後、長時間置いておくと、接着面が崩れてしまうことです。パッチ接着剤がプリント基板のパッドまで伸びると、溶接不良の原因になります。また、ピン数の多い部品の場合、パッチ接着剤が崩れると、部品本体に接触せず、接着力が不十分になります。そのため、崩れやすいパッチ接着剤の崩れ速度を予測することは難しく、ドット塗布量の初期設定も困難です。このため、崩れにくいもの、つまり、溶解度が比較的高いパッチを選択する必要があります。スポット塗布後、長時間置いておくことで発生する崩れに対しては、スポット塗布後、短時間でパッチ接着剤を硬化させることで、このような現象を回避することができます。
コンポーネントオフセット
部品オフセットは、高速 SMT マシンで発生しやすい望ましくない現象であり、主な原因は次のとおりです。
1、プリント基板のXY方向の高速移動によりオフセットが発生し、小さな部品のパッチ接着剤コーティング領域でこの現象が発生しやすくなりますが、その理由は接着が原因ではありません。
2、部品の下の接着剤の量が不均一です(例:ICの下の2つの接着ポイントのうち、1つの接着ポイントは大きく、もう1つの接着ポイントは小さい)。加熱して硬化させたときの接着剤の強度が不均衡になり、接着剤が少ない端がずれやすくなります。
オーバーウェーブはんだ付け部品
理由は複雑です。
1.パッチの粘着力が十分ではありません。
2. ウェーブはんだ付け前に衝撃が加えられています。
3. 一部のコンポーネントに残留物が多くあります。
4、コロイドは高温衝撃に耐えられない
パッチ接着剤ミックス
パッチ接着剤のメーカーによって化学成分に大きな違いがあり、混合して使用すると多くの不具合が生じやすくなります: 1、硬化が困難。2、接着リレーが不十分。3、オーバーウェーブはんだ付けによる深刻な剥がれ。
解決策としては、メッシュボード、スクレーパー、ディスペンサーなど、混ざりやすい部品を徹底的に洗浄し、異なるブランドのパッチ接着剤が混ざらないようにすることです。
投稿日時: 2023年7月5日





